Ceramic Components by Digital Light Processing
An interview with Alberto Ortona, Professor and head of the Hybrid Materials Laboratory at SUPSI, about how complex ceramic objects can be realized through stereolithography.


How complex ceramic objects can be realized through stereolithography
Stereolithography provides a way for even the most complex ceramic components to be created. Depending on parts’ geometry and thickness, some methods have shown to be more advantageous than others.
The top-down approach, in which the object is immersed into the liquid feedstock, may allow, with some tuning of the viscosity of the liquid, to print bulk ceramics. This is because of the reduced layer separation force (7-fold) compared to the bottom-up approach where the part is pulled from the liquid bath. Another issue is related to the parts’ weight, which is virtually zero when immersed into the vat. Reaching the right viscosity is not always possible when printing liquid feedstock heavily loaded with fine ceramic powders. This is why bottom-up approaches are more versatile.
To fully exploit the potential of Additive Manufacturing a careful “design for AM” approach, should be pursued. This is even more true for highly complex ceramics where topology optimization is a key factor.
Alberto Ortona, Professor and head of the Hybrid Materials Laboratory at SUPSI (Scuola universitaria professionale della Svizzera italiana in Switzerland), has been studying polymer and ceramic matrix composites, oxide and carbide ceramics, and the design and additive manufacturing of complex ceramics for over three decades. He talks with us about the future of DLP 3D printing of these fascinating materials, their manufacturing, and why stereolithography with a high-quality UV projector can provide better outcomes for engineers.
“3D printed ceramics is the only way to make complex geometries.”
The benefits of 3D printing with ceramics
Ortona explains that the main advantage of using ceramics for additive manufacturing is that the only way to make very complex structures integrating more parts into one piece. Examples are ceramic cores for investment metal casting.
Stereolithography, and specifically methods using In-Vision light engines is the most precise way to produce materials with very fine details and a smooth surface.
There are several studies for ceramic suspensions for SLA and DLP applications. There are different parameters such as drying or mixing for the processing of resin ceramics. There can be found the common line for processing. Ceramics powder is mixed with a photoreactive resin to print the form. After printing the parts need to be degasification which can be mentioned in a basic way. Other options can be used for sure but are not feasible.
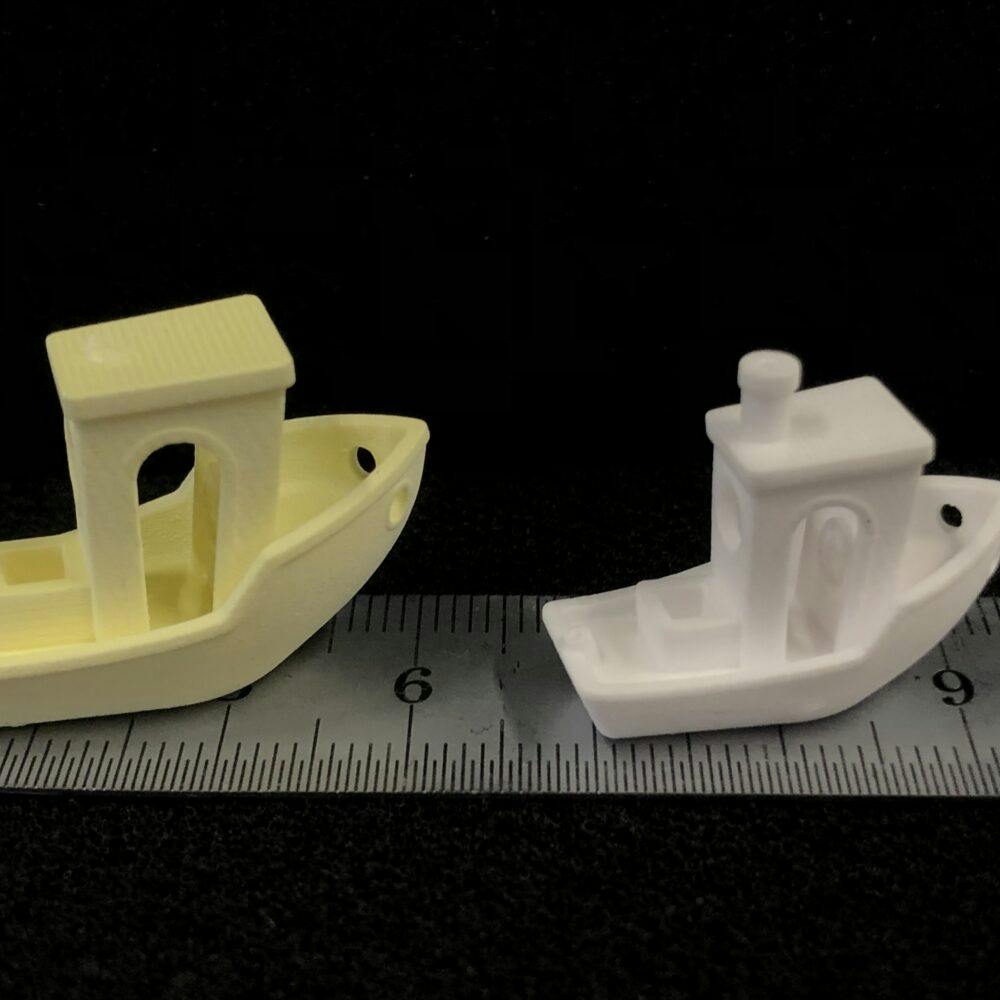
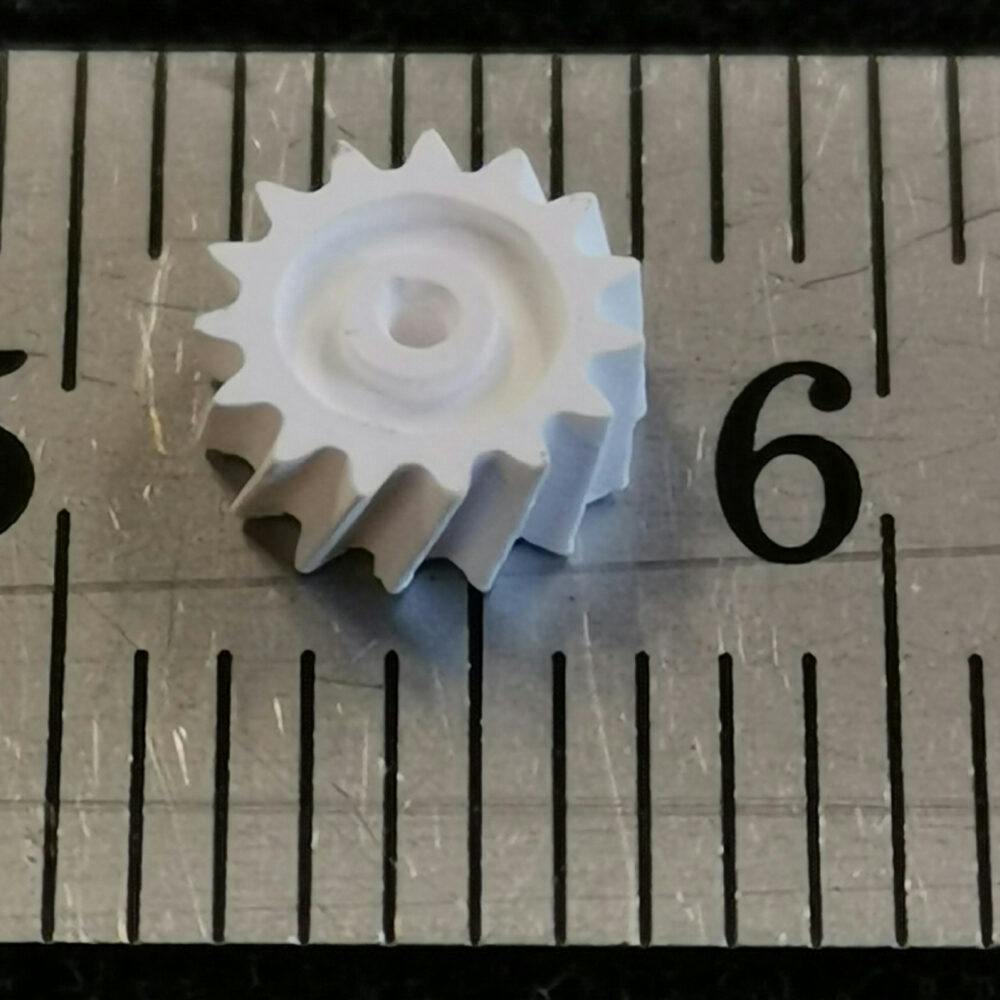
Gallery: Examples of alumina samples from SUPSI

The biggest challenge while printing ceramics is to calculate the shrinking of the material can be thinking but according to Prof. Ortona says “the biggest problem is to avoid cracking during printing and thermal debinding.”
“Filtration, catalysis, heat exchange, implants, electromagnetic are the possible applications for 3D printed parts”
He goes further into how UV light plays an important role in the fine details of his work.
“We need a very fine resolution, and the parts must be super accurate in terms of shape and size. And by super accurate,” he says, “I mean in terms of microns.”
While there are several techniques to make complex ceramics today, working with UV light systems yields by far the best results. The more accurate the projection onto the liquid surface you want to polymerize, the more finely detailed the structures that result.
“We need a very fine resolution, and the parts must be super accurate in terms of shape and size.”
What are the current challenges with UV-based ceramic printing?
Even with this method, achieving better results than alternative printing systems, there is a limit to how accurate the structures can be – for now. He shares that the mixture of the powders and the polymer acts as a sort of lens, transmitting, absorbing and scattering the UV light. On the other end, the mixture must be properly penetrated by the light, for the polymer to cross-link.
“For a given slurry, there is a trade-off between the power of the light, its wavelength, and the exposition time to achieve the optimal resolution and polymer curing” – each parameter, he thinks, can be improved upon over time.
“People underestimate the importance of the slurry. The slurry itself is part of the system. It’s another lens.”
Advice for those working with ceramics
With so many promising new developments in the category of ceramic additive manufacturing, many professionals will be trying to push the envelope in their ways. Ortona acknowledges that two goals are “rowing in opposite directions” and may bring challenges to the race to create bigger and better objects: resolution and size.
“If you want a high resolution, your work area should be small. If you want to make a large piece or many, many pieces, you need a large work area, but you might lose resolution,” he explains. This major technical issue is one of the challenges to be resolved, possibly with advances in light engines and how they are placed and designed.
“People underestimate the importance of the slurry. The slurry itself is part of the system. It’s another lens.”
Hoping to work with ceramics that having a better-performing system isn’t enough. When you add powders to create the slurry, there should be added attention to detail. Indeed, printing a complex ceramic object bound by a photo-curable resin is relatively easy. Problems do arise during the thermal treatment stage to consolidate them into fully ceramic materials.
“On one side, you want your slurry loaded with the highest amount of ceramic powders. On the other, the ceramic powders will absorb or reflect the UV light hindering the curing of the resin and lately favoring cracking during thermal treatments.”
By using new materials and in parallel, by pushing the boundaries of light engines, it will be exciting to see where additive manufacturing of ceramic materials takes us in the next few years.

Prof. Alberto Ortona, head of the Hybrid Materials Laboratory at SUPSI graduated in naval and mechanical engineering at the University of Naples in 1989, in 1992 specialized in composite materials at the Center for Composite Materials at the University of Delaware in USA.
After ten years in the industry he is now professor at SUPSI and responsible of the Hybrid Materials laboratory at MEMTi and faculty member at the Doctoral School of Industrial Engineering of the University of Padova (I).
His research fields are: process engineering of polymer and ceramic matrix composites, oxide and carbide ceramics, design and addititive manufacturing of complex ceramics.
Source: Alberto Ortona | LinkedIn
