Photopolymerization in 3D Printing
Photopolymerization processes enable the creation of complex geometries and very small feature sizes. Let's dive into the different processes (SLA and DLP) and their applications .

While there is a number of 3D printing techniques available today, one of the most promising is photopolymerization, which uses light to cure layers of photoreactive resins until they form a cohesive solid object. The process can vary by the type of light source used and the way the resin is situated in the bath or vat. Light-induced polymerization has shown great promise in industrial applications and medical device development. It offers fine detail and the ability to create complex structures not seen with extrusion or other additive printing methods. Moreover, 3D photopolymerization-based techniques, like SLA and DLP 3D printing, enable the fabrication of complex geometries with feature size down to a few microns. This makes new applications possible, enabling innovations in the fields of microfluidics, tissue engineering, and drug delivery.
How the photocuring process works
In this category of 3D printing, each layer of the build must be irradiated or exposed to a light source. That light source can differ, with the most popular being laser (stereolithography) and digital light processing (DLP). In both uses, the designer creates a 3D digital model, such as a CAD file. This data is sliced into very thin layers, and that layer data is sent to the 3D printer. Inside the printer is a vat or bath of UV-curable photopolymer.
In the case of the stereolithography process, a laser gets bounced to specific areas on the layer of liquid resin or polymer. As the laser light hits the liquid, the liquid hardens or cures. (This photocuring is also called "crosslinking”.) When the layer has been created, it moves to make room for a new yet-uncured liquid layer, which may be spread out evenly by a blade atop the previous one. Each new liquid layer awaits its turn to be hit by the laser, according to the specifications of the original CAD file, until a complete build is created.
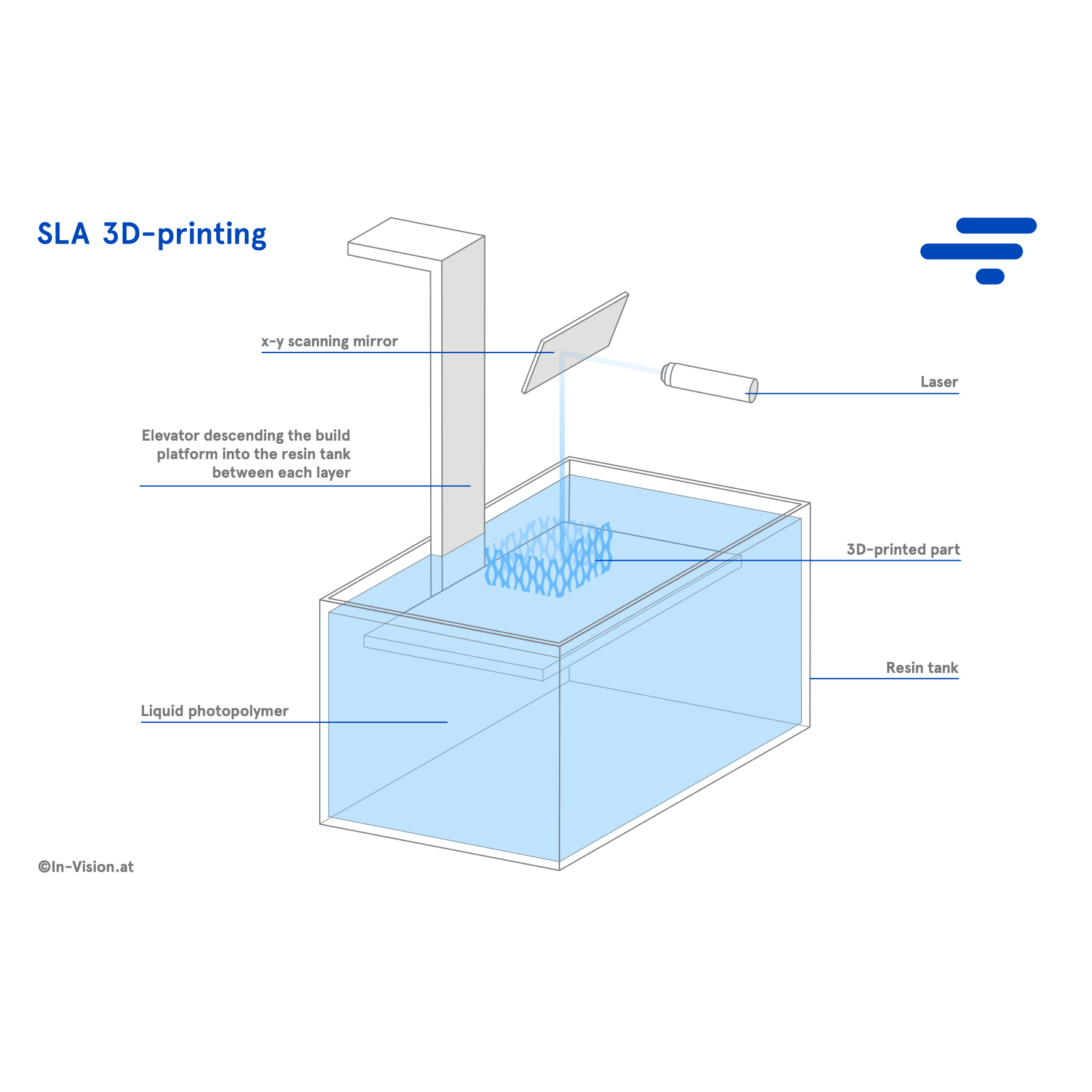
Basic principle of SLA 3D-printing
This isn’t the only way to cure the photopolymer resin, however. DLP is a method that employs the use of intense, digital UV light through a UV projector, or light engine. Each layer is cured with one exposure to the digital light instead of being hit with multiple points of the laser. Since the light shines on the layer at once, the layer cures faster, making room for the next layer to be cured in a similar fashion.
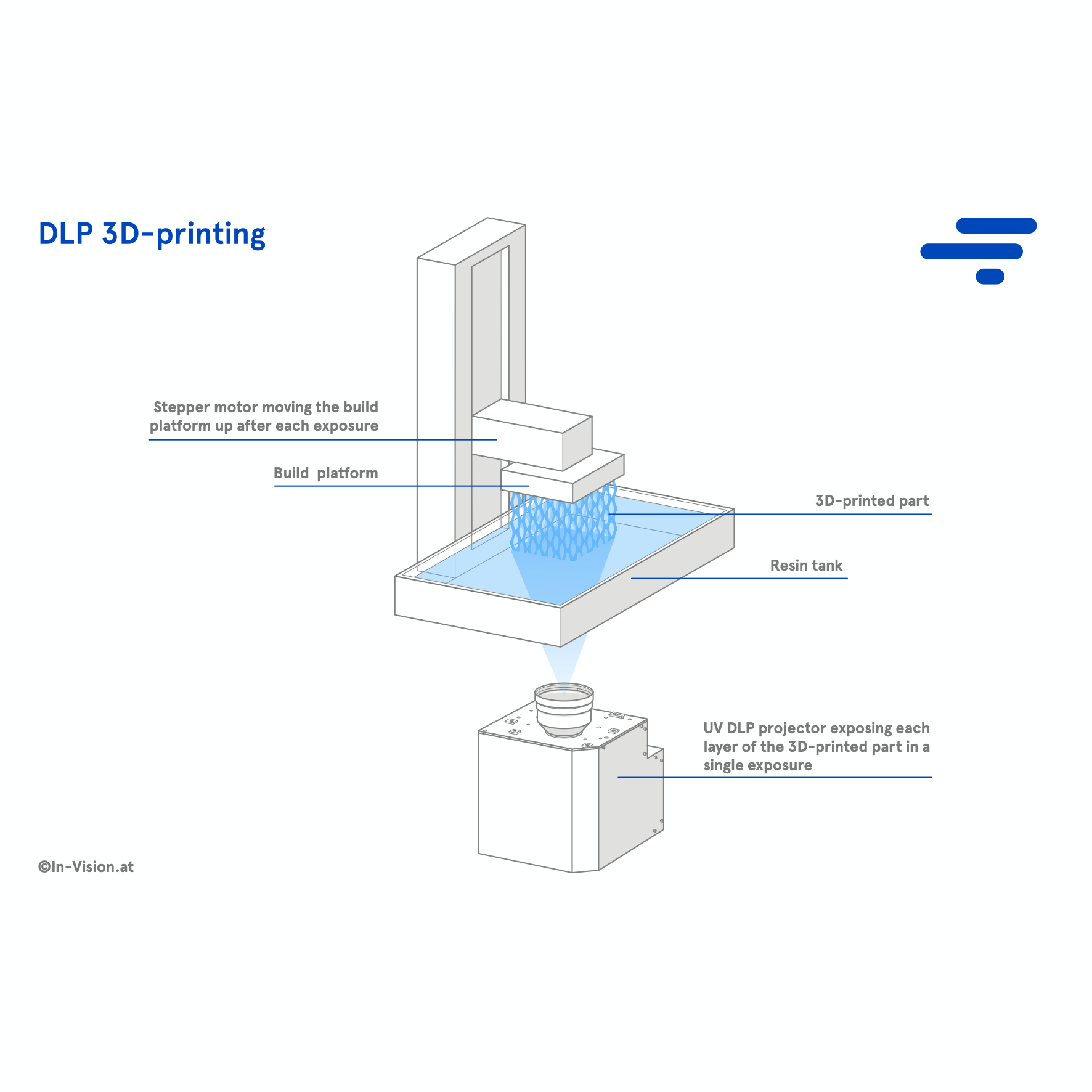
Basic principle of DLP 3D-printing.
Finishing the 3D object
The completed build comes out of the vat at the end of its final layer, where it may go through a final UV light curing, as well as a rinsing stage. Any supports that were created to hold the structure up during building will be cut or twisted away, as well. From there, engineers may hand finish by sanding, painting, or dying.
UV light curing by either laser or DLP is non-reversible. Once the covalent bonds of the polymers occur, they can't be undone. This crosslinking provides high stability and rigidity and also resists solvents. Because the photopolymers are cured by light, the pre-mixed photopolymer liquid made popular by 3D engineers must be stored in a dark place until ready to be put into the printer.
3D printing applications
Vat photopolymerization offers many possibilities for a variety of industries and uses, including those in the mechanical, health, and product design fields. Advancements in polymer chemistry enable the fabrication of increasingly complex materials with a fine control of different properties like toughness, stretchability, ductility, and optical properties. These developments on the material side, made even more efficient by the improvement of 3D-printers, keep vat photopolymerization at the top of the list for projects such as:
- Part prototyping and final part production
- Health-related molds and casts, such as those used for dental implants
- Short-term medical components, such as hearing aids and temporary bone implants
- Casting patterns for jewelry, tools, or small custom parts
- Customized consumer products that use few materials but require maximum comfort, such as shoe soles and protective helmets
- Internal mechanical components that will be kept away from prolonged sunlight, such as inside computers and fully-contained electronic devices
One additional area that’s creating buzz within the medical fields is the use of hydrogels for the printing of biocompatible parts and tissues. The hydrogels offer versatility not seen in other materials and have the potential to be injectable or for "in situ" gelation. Cancer research and treatment is an especially notable area poised to put this technology to good use in the near future.

UV light’s role in photopolymerization
The polymer is able to harden or cure only by chemical reaction. This reaction is kicked off when special additives within the resin mix, called "photoinitiators," get excited by the UV wavelength of the light source. As they absorb the UV light, the additives produce a chemical that reacts with the other resin compounds and bonds them together. This crosslinking creates the solid we see when the final build is pulled out of the vat.
Photopolymerization itself is nuanced because the results you’ll see depend largely on many factors, including the type of materials to be used and the light source. The wavelength of the light source plays a large role here, as it is the catalyst for that chemical reaction mentioned above. The most common wavelengths used in DLP-based 3D photopolymerization are 365nm, 385nm and 405nm.
But there are other performance criteria that should be understood before choosing a light source, especially a UV DLP projector, as they vary from one system to the other and affect the photopolymerization reaction.
Two of the most critical criteria to consider are energy density and irradiance. Irradiance, or output power, is the original intensity of the light source (in W). It depends largely on the quality of the projector’s optics, which have to be designed to enable maximum light transmission.
Density, while only a consideration for DLP printing options, is the dose or amount of light concentrated on the build area at a time (often measured in mW/cm2). The energy density depends on the irradiance and the image size or resolution of the projector. For any given irradiance, the energy density will increase with the resolution, since the power will be concentrated across a smaller image. With larger images, the energy density per cm2 will decrease.
While most applications would benefit from a higher light intensity to achieve higher throughput, the cure rate of a 3D printing process also depends on the material used. It all comes down to the right energy density and exposure time required to complete the photopolymerization reaction and ensure that your print will have the mechanical properties you want.
In the case of DLP projectors, you’ll also want to make sure that all the pixels in the image will deliver the same amount of energy, so you get a uniform curing over the whole layer. Not all DLP projectors are designed with attention to uniformity, which leads to a concentration of the energy towards the middle of the image, leaving spots towards the edge of the build area undercured.
In-Vision's UV projectors are designed to ensure optimal light transmission, high uniformity and contrast.
Why use DLP
Using DLP as the source of light has many advantages, including the ability to use a wide range of photosensitive vat photopolymerization materials suitable for a variety of uses. The light provides good accuracy and creates the kind of smooth surface finishes desired in a number of industries. Creators can enjoy highly detailed structures without sacrificing volume; DLP light engines can be projected in wide build areas for larger parts than what may be practical for lasers.
Since the key to success is light intensity, designers and engineers should take care to research the light engine that will project for optimal photocuring. This light intensity will determine how well the photopolymers cross link or bond and the structural integrity of your final product. For those who want efficient printing without sacrificing strong covalent bonds, a light source providing a stable high intensity as well as a high uniformity is worth considering.
The Ikarus and Firebird platforms are good examples of DLP projectors engineered especially for 3D-printing. Both were designed with optimal light transmission and uniformity in mind. For those looking to experiment with two different wavelengths in a single projector, the TWOWAVE light source would be an interesting option. Where resolution or the size of the working plane is king, Phoenix, the first industrial 4k DLP UV Projector might be the first choice.
As DLP development continues, higher light intensities, as offered by the Helios projector, will increase the throughput of vat photopolymerization processes and bring them closer to real manufacturing technologies. Higher light intensities will also enable innovations based on new materials, such as highly-reactive resins.
