SLA 3D Printer
- SLA 3D Prin●ter
- ˈpɹɪnɝ
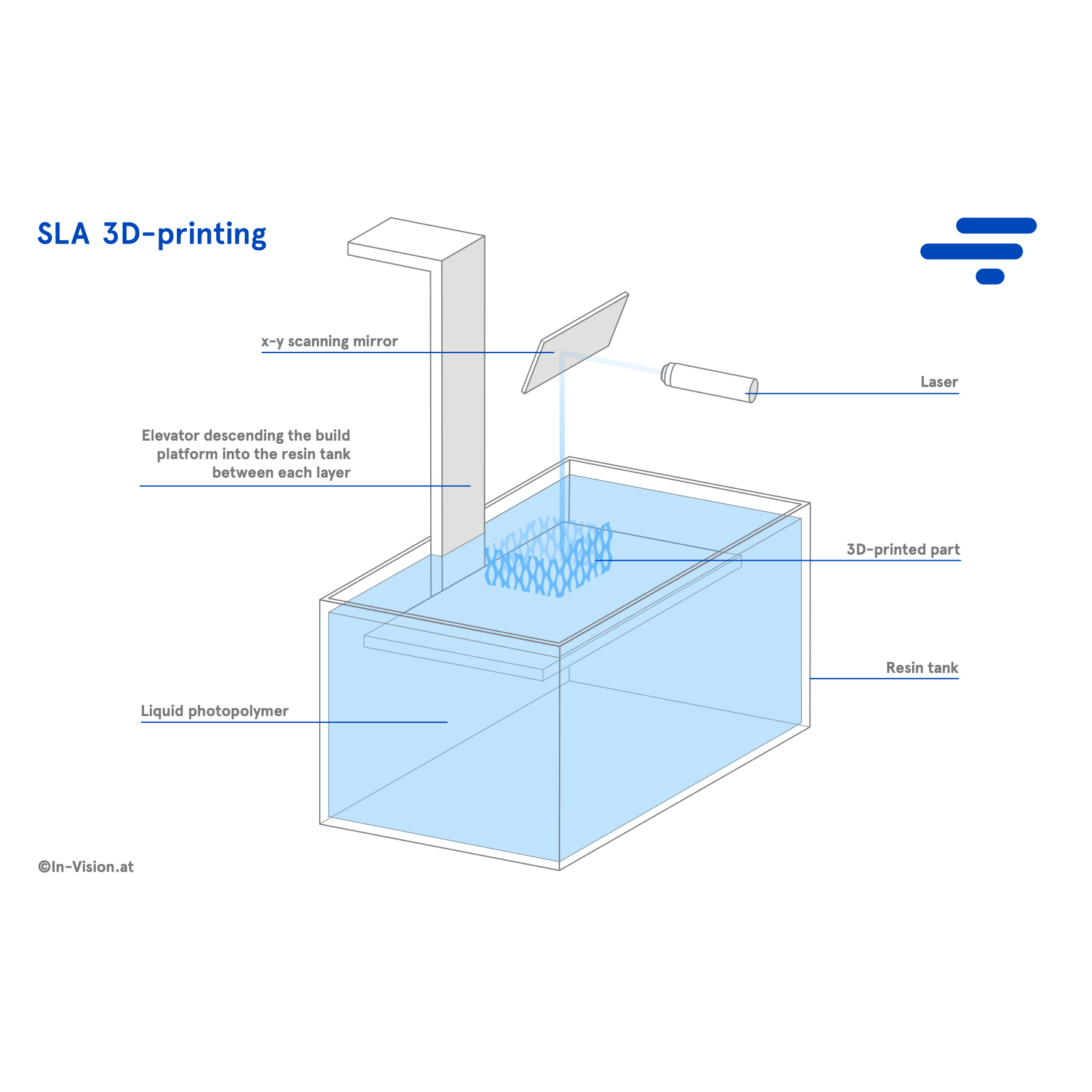
SLA or Stereolithography Apparatus is one of the most common 3D-printing technologies for photopolymer resins.
SLA uses a laser as the light source to cure liquid resin so that it is hardened into the final, solid object created in the 3D printer. SLA differs from other techniques, which may use UV light from a projector or light engine.
The SLA process uses a resin tank, or a vat of liquified photopolymer resin material, with a solid base for building the 3D object. Usually done upside down, the platform moves down into the tank of liquid resin, leaving just enough room between the build platform and the bottom of the resin tank to provide a layer for the lasers to work on. Two mirror galvanometers work with additional mirrors to bounce the light to the exact spot on the liquid resin to cure or harden it. As each layer gets cured in just the right places, it then moves up to pull out the hardened resin layer and make space for another liquid layer that will then be cured by the lasers. This happens over and over, until the complete shape has taken form.
Sometimes, the platform is right-side up, but the same process is applied.
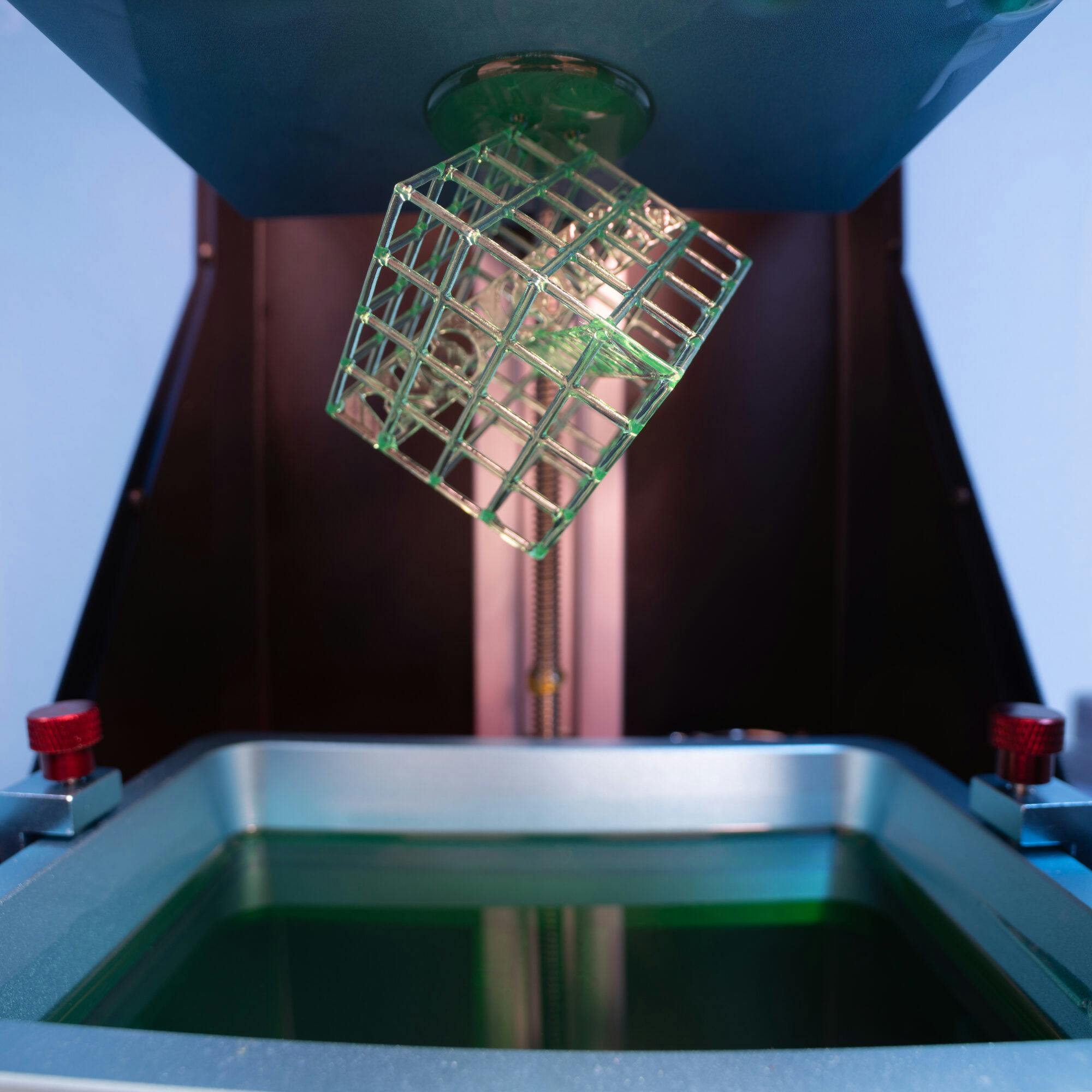
Once the 3D object has been completed, it may go through a refinishing process, such as a cutting away of the build support structure or rough edges. Additional hardening may happen in a separate oven machine, and rinsing of the object to remove any resin residue is usually done, as well.
Benefits of SLA printing include a higher level of detail. 3D build can happen quickly. Because the layers are created from a liquid pool of resin and not laid down in sheets, there are typically no lines between layers or the ridges that can happen with extrusion machines. Precision design outcomes and accuracy are key benefits to the SLA method.
Another 3d-printing technique based on photopolymerization is DLP 3D-printing. The process is similar but instead of curing the resin point after point with a laser, the whole build area is exposed by an image, hereby increasing the print process significantly.